Centrifugal extractor has become key equipment for the development of low-grade nickel and cobalt resources due to their technical advantages of efficient separation, continuous operation, and precise selective adsorption. This article analyzes the application scenarios and technological breakthroughs of centrifugal extractor from five dimensions: step-by-step extraction of nickel and cobalt, multi-stage series purification, environmentally friendly wastewater treatment, battery recycling and reuse, and process collaborative innovation.
Step-by-step extraction: solving the problem of nickel-cobalt separation in low-grade leachate
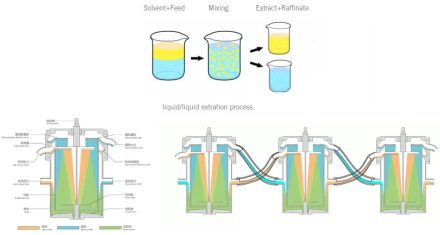
After low-grade nickel-cobalt ores (such as laterite nickel ores, electroplating sludge, etc.) are leached with sulfuric acid, they often face the challenge of low nickel-cobalt concentration and high proportion of impurity metals (iron, aluminum, magnesium, etc.). The centrifugal extractor achieves precise separation through the step-by-step extraction process:
Prioritize nickel extraction: Under acidic conditions, P204 extractant is used to selectively adsorb nickel ions, and the nickel extraction rate can reach more than 96%. At the same time, impurities such as iron and calcium are suppressed in the aqueous phase;
Directed cobalt capture: After adjusting the pH to weak acidity, P507 extractant is used to efficiently extract cobalt ions, and its distribution coefficient can reach more than 200, and the cobalt recovery rate is increased to 98%;
Strip regeneration: The organic phase loaded with nickel and cobalt is stripped by sulfuric acid to obtain a high-purity nickel sulfate/cobalt solution. The recycling rate of the extractant exceeds 95%, which significantly reduces the consumption of reagents.
Multi-stage countercurrent system: Enabling industrial production of high-purity metals
In response to the need for deep purification after nickel-cobalt separation, the centrifugal extractor constructs an efficient purification system through a multi-stage series countercurrent process:
Three-stage mixing and separation: Multi-stage mixing-separation units are set up in the drum, and the nickel-cobalt separation coefficient is increased from 100 in the traditional process to 5680, with a purity of 99.9%;
Dynamic pH control: Combined with the online monitoring system to adjust the pH in real time, simultaneously remove trace impurities such as manganese and magnesium, and reduce post-processing procedures;
Continuous operation: Compared with the 2-3 hours of static separation in the traditional mixer settler, the single batch processing time of the centrifugal extractor is shortened to 10 minutes, and the production capacity is increased by 3-5 times.
Innovation and breakthrough: The use of corrosion-resistant drum materials (such as Hastelloy) is adapted to the high temperature and high pressure acid leaching process, which increases the nickel-cobalt leaching rate by 20%.
Environmental protection: Resource recovery of nickel-cobalt wastewater
In the treatment of nickel-containing wastewater in the electroplating and electronics industries, the centrifugal extractor achieves a win-win situation of pollution control and resource recovery through a composite extraction system:
P204-kerosene system: The extraction rate of medium and high concentration wastewater (nickel content>1g/L) exceeds 99%, and the residual nickel content of wastewater is less than 0.05mg/L, meeting the emission standards;
Chelate extractant C272: It can simultaneously remove heavy metals such as zinc and cadmium, reduce multi-stage treatment links, and save 30% of operating costs;
Closed-loop design: The organic phase and wastewater flow in reverse, and the solvent volatilization loss is reduced from 20% of the traditional process to less than 2%.
Industry impact: After a company adopted this technology, it recycled 50 tons of nickel metal annually and reduced environmental fines by 80%.
New energy cycle: Efficient nickel and cobalt recycling of retired batteries
Facing the wave of ternary lithium battery recycling, centrifugal extractor shows unique advantages in hydrometallurgical processes:
Leachate treatment: The crushed battery black mass is leached with acid to obtain a mixed solution containing nickel, cobalt and lithium, which is extracted step by step by a centrifugal extractor, with a nickel and cobalt recovery rate of 99%;
Impurity synergistic control: The P507 and Cyanex272 combined system is used to simultaneously separate impurities such as aluminum and copper to avoid poisoning in the electrolysis process;
Short process design: The process cycle from leaching to finished sulfate is shortened by 40%, and energy consumption is reduced by 35%.
Collaborative process innovation: expanding the development boundaries of low-grade resources
The integration of centrifugal extractor and high pressure acid leaching (HPAL) process provides new ideas for the development of low-grade ores:
Laterite nickel ore treatment: HPAL process increases nickel leaching rate from 70% to 95%, and subsequent centrifugal extraction further stabilizes the recovery rate at more than 98%;
Equipment pressure upgrade: titanium alloy drum and sealing system are used to withstand 200℃ high temperature and 5MPa pressure, adapting to complex working conditions;
Intelligent control: The flow rate, speed and other parameters of the extractant are optimized in real time through the Internet of Things platform, and the fluctuation range of nickel and cobalt grades is narrowed from ±5% to ±0.3%.
Centrifugal extractor is reshaping the development paradigm of low-grade nickel and cobalt resources through technological innovation and process adaptation. From mine leachate to industrial wastewater, from retired batteries to complex paragenetic ores, their high efficiency, low energy consumption and green characteristics continue to promote the upgrading of resource utilization from "extensive extraction" to "precise regeneration".
Email: sales@tieiextraction.com
Whatsapp: +86 19069612820