Centrifugal extractor breaks through the bottleneck of traditional intermittent processes through multi-stage countercurrent systems, automated control and high-speed centrifugal separation technology, and achieve full-process continuity of liquid-liquid two-phase extraction. Centrifugal extractor is used in the fields of chemical industry, environmental protection, new energy and other fields to meet the needs of efficient separation, providing technical support for green manufacturing and process upgrades.
Continuous Operation of Centrifugal Extractor
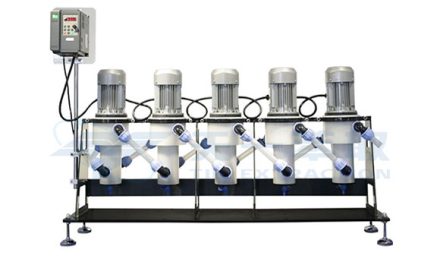
The multi-stage countercurrent extraction system centrifugal extractor is designed in series to form a countercurrent continuous extraction system, which realizes the contact and separation of the two phases step by step. For example, in the lithium extraction process, the lithium-containing solution and the extractant are countercurrently extraction through multi-stage equipment, and the single-stage extraction efficiency can reach more than 85%, and the solvent consumption is reduced by 30%. In the production of rubidium and cesium, the multi-stage system can increase the efficiency of the traditional process by 50%, while reducing the energy consumption to 1/10 of the traditional equipment.
Automatic control and closed design
Intelligent control: Through the linkage of PLC system and flow sensor, the speed, mixing intensity, feed ratio and other parameters can be adjusted in real time to achieve unmanned operation. For example, in the lithium extraction process, precise control of the ratio (ratio of organic phase to aqueous phase) can increase the recovery rate to 99%.
Anti-leakage guarantee: The top suspension structure is adopted, the bottom bearing and mechanical seal are eliminated, the risk of solvent leakage is eliminated, and it is suitable for the continuous treatment of flammable and explosive materials.
High-speed centrifugal force drives mixing and separation: The centrifugal extractor generates strong centrifugal force at high speed (usually 3000-5000rpm) to quickly separate the mixed liquid. For example, in chemical wastewater treatment, the oil and water phases can be separated within seconds, with a processing capacity of up to 50m³/h, and the separation efficiency is more than 30% higher than that of traditional equipment.
Technical Advantages of Continuous Operation
- High efficiency and energy saving
The continuous mode avoids the frequent start and stop of the intermittent process, increases the equipment utilization rate by more than 60%, and reduces the unit energy consumption by 50%.
The solvent recovery rate can reach 95%. For example, the production of acetochlor reduces solvent consumption by 30% through four-stage acid washing and three-stage water washing. - Environmental protection and emission reduction
The closed circulation system reduces the emission of volatile solvents, and the COD (chemical oxygen demand) in chemical wastewater treatment is reduced by 70%.
In the remediation of organic contaminated soil, the pollutant removal rate exceeds 90%, and 98% of the extractant can be recycled. - Flexible adaptation to complex systems
Can handle liquid-liquid systems with high viscosity, low interfacial tension or easy emulsification. For example, in the production of vitamin B12, the continuous process replaces the traditional mixing and drying equipment, and the production capacity is increased by 3 times.
Through modular combination, it adapts to the full range of scenarios from laboratory research and development (processing capacity 0.1m³/h) to industrial production (processing capacity 50m³/h).
Centrifugal Extractor Application Scenarios
1.New energy material extraction
Lithium resource recovery: A multi-stage countercurrent centrifugal extraction is used to continuously extract lithium from salar brine or waste lithium battery leachate, with a single-stage extraction rate of 85% and a purity that meets battery-grade standards.
2.Fine chemical post-processing
Purification of nitration reaction liquid: Through the four-stage centrifugal extractor in series, acid phase separation, water washing and alkaline washing are completed continuously, the yield is increased by 15%, and the processing capacity reaches 50m³/h.
Purification of pharmaceutical intermediates: In the preparation of ibuprofen, the centrifugal extractor replaces the traditional water washing process, the impurity removal efficiency is increased by 40%, and the solvent residue is less than 0.1%.
3.Environmental protection field
Heavy metal wastewater treatment: Continuously extract copper, nickel and other ions from wastewater, with an extraction efficiency of 99% and a 40% reduction in treatment costs.
Oil-water separation: Offshore oilfield oily wastewater is treated with a centrifugal extractor, and the oil content is reduced from 5000ppm to below 10ppm, meeting the reuse standard.
Centrifugal extractor has solved the pain points of low efficiency, high cost and high environmental risks of traditional processes through continuous technological innovation, and has become the core equipment for upgrading chemical, environmental protection, new energy and other fields. For more details, welcome contact Tiei Extraction.
Email: sales@tieiextraction.com
Whatsapp: +86 19069612820